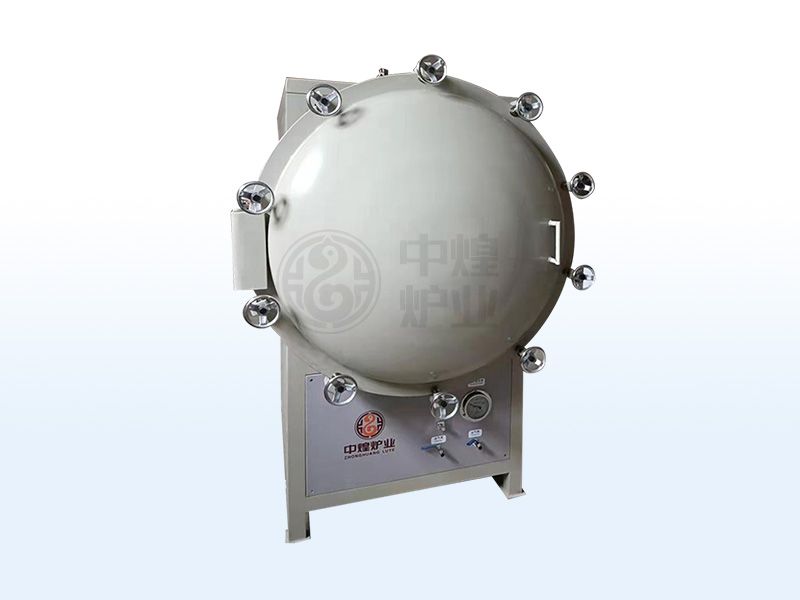
高溫(wēn)工業爐溫度在(zài)0~1800℃,主要(yào)要用於高(gāo)鉻、高錳鋼鑄件、球墨鑄鐵、軋輥(gǔn)、鋼球、45鋼(gāng)、不鏽鋼等淬火、退火、時效以(yǐ)及各(gè)種機械零件熱處理。下麵是介紹電爐真空熱處理注意事項:
高溫工業爐真空熱處理(lǐ)的注意事項
1.高溫工業爐真(zhēn)空回火爐應該具有快冷裝置。冷卻水的壓力(lì)應該大於0.2Mpa,流量(liàng)應可調。
2.升溫:放入(rù)工件後,一般先預抽至6.67Pa時方可升溫加熱。
3.升溫過程中,工件及爐內(nèi)材料會放氣,使真(zhēn)空度下降。
4.冷卻氣體:鋼一般采用百分之99.995純度的氮氣,高溫合金采用百分之99.999的氮氣或氬氣,鈦合金采用百分之99.995的氬氣。
5.高溫(wēn)工業爐活動連接部分全部采用O型橡膠圈密封連接,此部分均(jun1)通水冷(lěng)卻。
6.真空回火、真空退火、真空固溶(róng)處理及真空時效的加熱溫度一般與常規處理時加熱溫度(dù)相同(tóng)。
7.工件在真空狀態下淬火,應使用真空淬火油,此油具有較低的飽和蒸氣壓。
8.真空爐的保養應在真空或充純氮狀態下,避免平(píng)時不(bú)用時吸氣(qì),吸(xī)潮。
9.國內真空爐的壓升率應不大於1.33Pa/h,國外某些(xiē)企業的(de)標準為0.67Pa/h。
10.真空爐處理鈦合金(jīn)時,不宜(yí)用氮氣作為冷卻(què)氣體,因為鈦和氮在高溫下反應,形(xíng)成金黃顏色(sè)的氮化鈦。
11.真空加(jiā)熱以輻射(shè)為主,工件在高溫工(gōng)業爐內應該保持間距。
以上這11點就(jiù)是高溫電爐真空熱處理注意事項,歡迎(yíng)大家前(qián)來閱讀。
免責聲明:本(běn)站部分圖片和文字來源於網(wǎng)絡收集整理,僅供學習交流,版權歸原作者所有,並不代表我站觀點。本站將不承擔任何法律責任,如果有侵犯到您的權利,請及時聯係我們刪除。